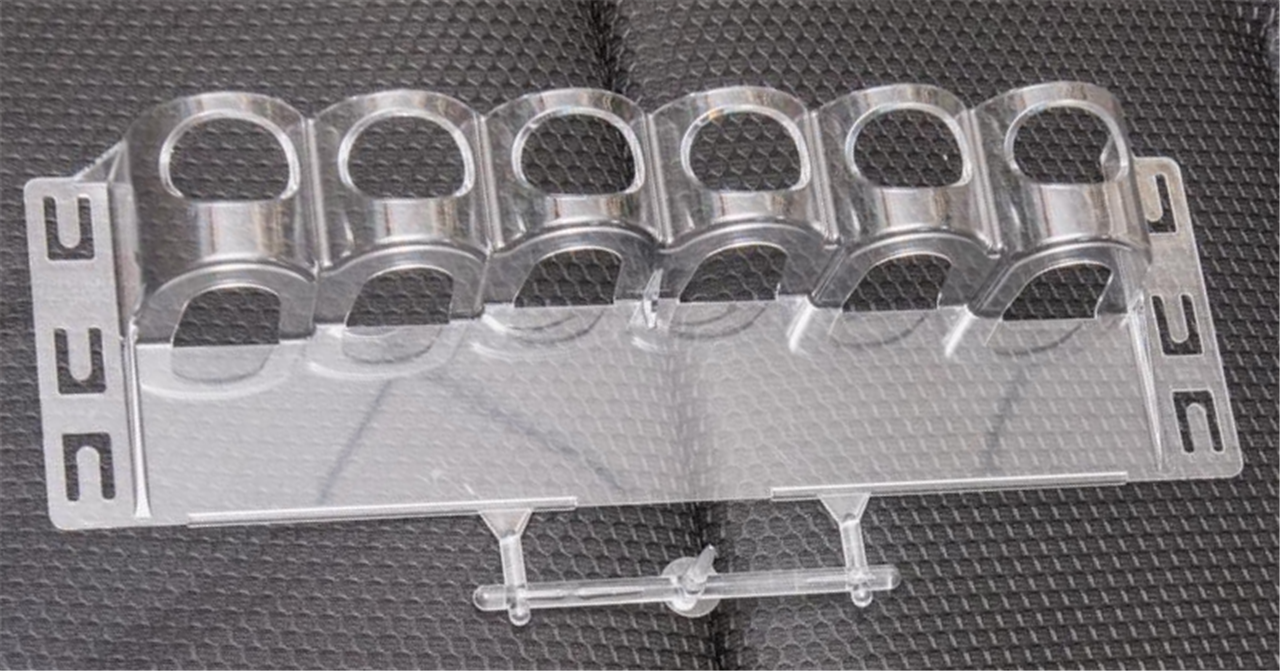
Części z tworzyw sztucznych PMMA i PC o wysokiej przezroczystości


| Częściowe imię | Części z tworzyw sztucznych PMMA i PC o wysokiej przezroczystości |
| Opis produktu | wysoce przezroczysty Szeroko stosowany w opakowaniach, budownictwie, elektryce i elektronice, motoryzacji, dobrach konsumpcyjnych, służbie zdrowia, innych (lotnictwo, rolnictwo).Rodzaje polimerów obejmują PET, PVC, PP, PS, PC, PMMA, inne (poliamid, ABS i SAN, polietylen, TPU)Wykończenie formy do wykończeń lustrzanych lub optycznych |
| Kraj eksportu | Francja |
| Materiał | PC |
| Wykończeniowy | Polerowanie lustrzane |
| Numer wnęki | 1+1 |
| Standard formy | HASCO |
| Rozmiar formy | |
| Stal | S136H |
| Życie pleśni | 500000 |
| Zastrzyk | Brama płaska z zimnym kanałem |
| Wyrzucanie | Kołek do wyrzucania |
| Cykl wtrysku | 30S |
| Cechy produktu i zastosowanie | Odporność na wysokie temperatury, doskonała odporność na zużycie, odporność na parę wodną w wysokich temperaturach, wysokie temperatury, wysoką częstotliwość i wysokie napięcie. Oceny UL94 V0, V2 i 5VA oraz zgodność z RoHS.Oraz niewzmocniony gatunek ogólnego przeznaczenia oferujący wysoką odporność na ciepło, wysoką wytrzymałość i moduł oraz szeroką odporność chemiczną w wysokich temperaturach. |
Technologia
Typy przezroczystych tworzyw sztucznych powszechnie stosowanych na rynku to: polimetakrylan metylu (tworzywo akrylowe lub pleksiglasowe PMMA), poliwęglan (tworzywo PC), politereftalan etylenu (PET), przezroczysty nylon, AS (kopolimer akrylonitryl-styren) itp. Wśród nich znajdują się m.in. trzy tworzywa sztuczne, na które jesteśmy najbardziej narażeni to PMMA, PC i AS.
1. Właściwości przezroczystych tworzyw sztucznych: po pierwsze przezroczyste tworzywa muszą mieć wysoką przezroczystość, po drugie muszą mieć określoną wytrzymałość i odporność na zużycie, udarność, odporność na ciepło, odporność chemiczną i nasiąkliwość.W użyciu spełnia wymagania przejrzystości i ma stabilną wydajność.
2. Charakterystyka procesu PMMA.PMMA ma wysoką lepkość i słabą płynność.Dlatego do formowania wtryskowego należy stosować wysoką temperaturę materiału i wysokie ciśnienie wtrysku.Wpływ temperatury wtrysku jest większy niż ciśnienie wtrysku, ale wzrost ciśnienia wtrysku pomoże poprawić szybkość skurczu produktu.Słaba odporność na uderzenia, słaba odporność na zużycie, łatwość zarysowania, łatwość kruchości, dlatego temperatura formy powinna zostać zwiększona, a proces kondensacji powinien zostać ulepszony, aby przezwyciężyć te wady.
3. Charakterystyka procesu PC.PC ma wysoką lepkość, wysoką temperaturę topnienia i słabą płynność, a jego możliwości produkcyjne nie są tak dobre jak PMMA.Ciśnienie wtrysku ma niewielki wpływ na płynność, ale ze względu na wysoką lepkość ciśnienie wtrysku jest nadal wyższe.Odpowiednio, aby zapobiec naprężeniom wewnętrznym, czas utrzymywania ciśnienia powinien być jak najkrótszy.Szybkość skurczu jest duża, rozmiar jest stabilny, ale wewnętrzne naprężenia produktu są duże i łatwo je pękać.
4. Charakterystyka procesu PET.Temperatura formowania PET jest wysoka, a zakres regulacji temperatury materiału jest wąski (260-300°C), ale po stopieniu ma dobrą płynność, więc produkcyjność jest słaba i często konieczne jest dodanie urządzeń zapobiegających rozlewaniu dysza.Wytrzymałość mechaniczna i wydajność po wtrysku nie są wysokie, a wydajność należy poprawić poprzez proces rozciągania i modyfikację.